涂层工艺
激光熔覆可获得持续稳定的结果
激光熔覆是一种以低稀释率将合金沉积至材料表面的工艺。尤其适合用于大批量自动化应用。
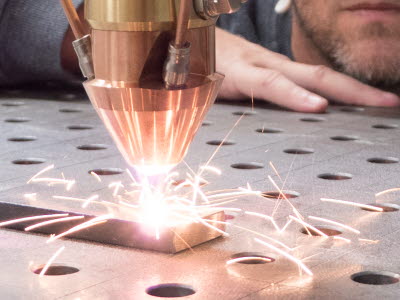
激光熔覆也叫激光金属沉积,在工艺过程中,金属粉末被送入由激光束产生的熔池中。只需极少的热量便可将熔化的粉末沉积到基材上。
和PTA堆焊一样,激光熔覆可实现涂层与基体的冶金结合。除了一些特殊情况,涂层可沉积在大多数铁基和镍基基材。
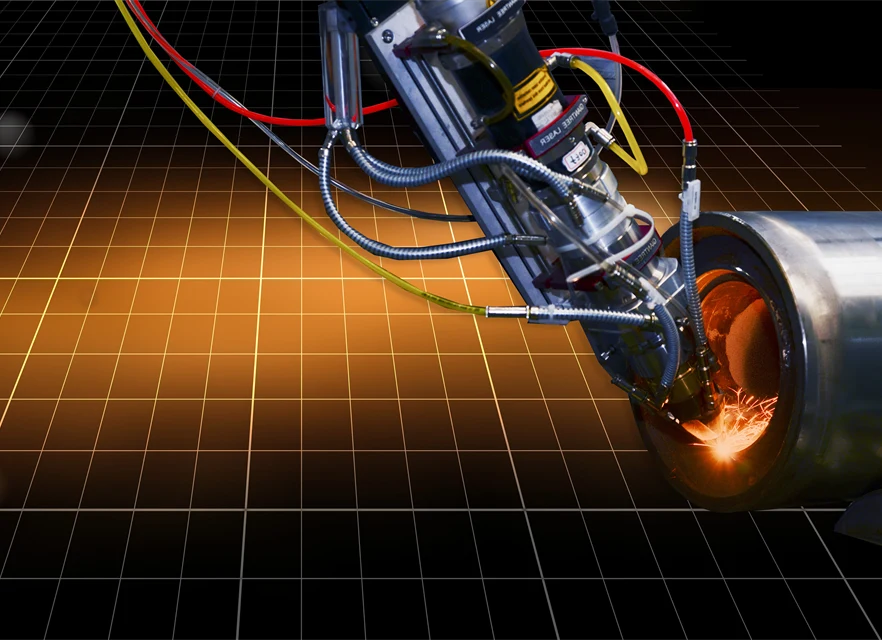
高能激光束产生强烈的热输入,使合金以较低的稀释率(<5%)沉积到部件表面。激光熔覆可以全自动,一旦针对特定设计选配好参数,所有零部件便可获得一致的结果。
激光熔覆工艺可用于增强部件的耐磨性或修复部件磨损的表面。这一工艺十分灵活,通过控制双桶送粉器不同的送粉速度,可以实现熔覆过程中两种或多种粉末的均匀混合。
- 沉积效率:高达8千克/小时
- 涂层厚度:0.5-4毫米
- 涂层硬度:高达68HRC
优势
- 适用于自动化
- 无需重熔
- 厚度0.5-4毫米
联系我们

销售与支持
有关更多信息和要求,请联系您的销售代表。
联系我们
联系表
联系人
Technical area:
表面涂层
选择国家/地区 *
联系方式 *
销售
销售
技术支持
名 *
姓 *
公司 *
工作领域 *
首席执行官/公司所有者
采购
设计工程师
业务开发人员
操作人员
其他
电子邮件 *
工作电话 *
留言 *
隐私政策
本人同意Höganäs处理我的个人数据以进行联系。我的联系信息亦可用于营销目的,例如接收电子资讯及其他相关信息。该数据可能与我们的供应商共享。本人同时确认已年满16周岁。
更多关于我们如何处理个人数据的信息,请参阅我们的隐私政策。
您必须先接受这些服务条款才能继续。