



Deposition techniques
Consistent results with laser cladding
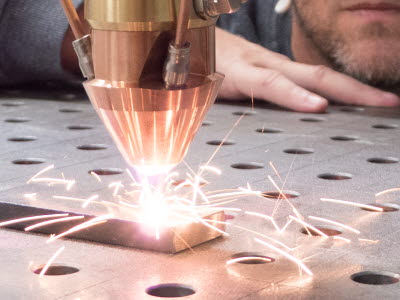
Laser cladding is a technique that bonds alloys to the surface with a low degree of dilution. It is particularly suited for use in automated high-volume applications.
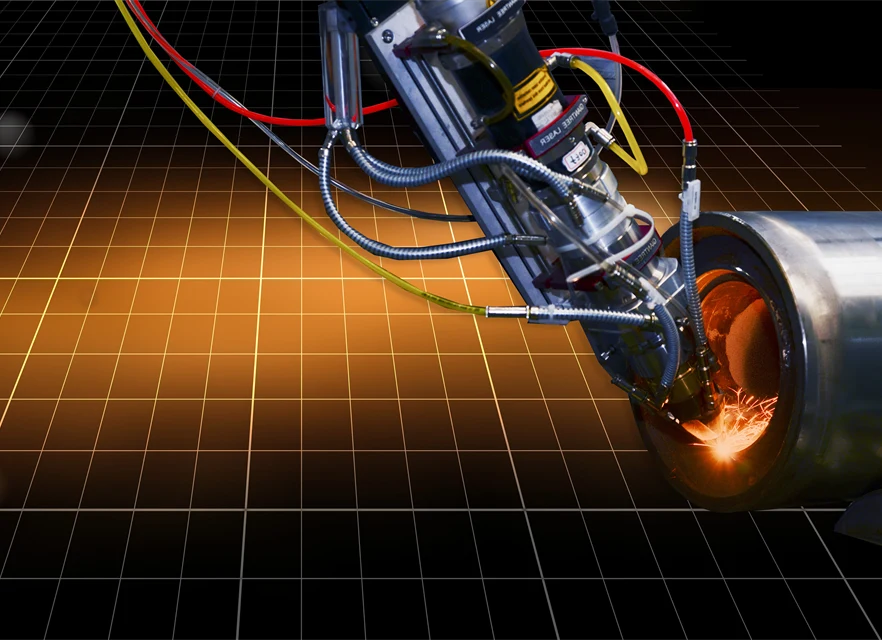
With laser cladding, which is also known as laser metal deposition, metal powder is fed into a melt pool generated by a laser beam. The melted material is deposited accurately and with minimal heat to the underlying substrate.
Laser cladding enables a metallurgical bonding with the base material substrate, like in case of PTA surface welding. The overlays can be applied to most Fe and Ni based substrates with some exceptions.
A high-energy laser beam creates an intense heat input and thus alloys are bonded to the surface with a low degree of dilution (<5%). Laser cladding can be fully automated and once the parameters are fixed for a certain design, the final results are consistent for all parts.
The laser cladding process is used to improve wear resistance and to repair worn or damaged surfaces. It is a flexible process since it is possible to mix two or more powders at the same time as the feed rate is separately controlled for both feed streams.
- Deposition rate: up to 8 kg/hour
- Deposition thickness: 0.5 - >4 mm
- Deposition hardness: up to 68 HRC
Benefits
- Suitable for automation
- No fusing required
- 0.5->4 mm thickness
Contact us

Sales & Technical support
Contact your sales representative for more information and requests.
Kontakta oss
Kontaktformulär
Kontaktpersoner
Technical area:
Surface coating
Välj land *
Typ av kontakt *
Sälj
Sälj
Teknisk support
Förnamn *
Efternamn *
Företag *
Arbetsområde *
VD/ägare
Inköpare
Konstruktör
Affärsutvecklare
Maskinoperatör
Annat
E-post *
Telefon arbete *
Ditt meddelande *
Personuppgiftspolicy
Jag samtycker till att Höganäs får hantera mina personuppgifter för att kontakta mig. Mina kontaktuppgifter kan också användas i marknadsföringssyfte, såsom nyhetsbrev och annan relevant information. Uppgifterna kan komma att delas med våra leverantörer. Med mitt samtycke bekräftar jag även att jag är över 16 år gammal.
Mer information om hur vi hanterar personuppgifter anges i vår personuppgiftspolicy.
Du måste godkänna villkoren för tjänsten för att fortsätta.


ArcX coating hub
ArcX – Your starting point for innovation
Expert know-how in materials, surface welding and flame spraying processes and customer applications make our ArcX technology centres an exclusive resource in your work to optimise existing applications and develop new business opportunities.