



Beschichtungsverfahren
Konsistente Ergebnisse mit Laserauftragschweißen
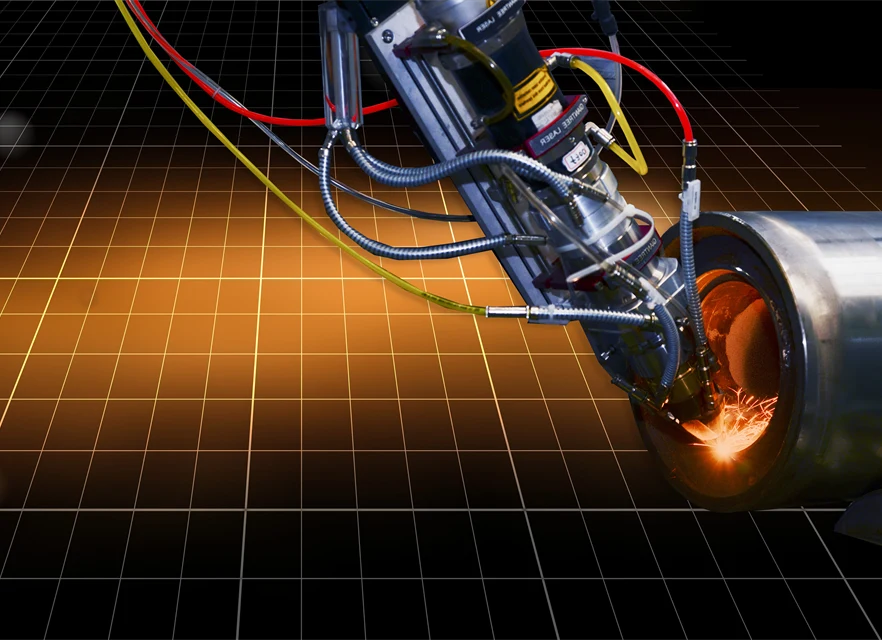
Beim Laserauftragschweißen werden Zusatzwerkstoffe mit geringer Aufmischung auf ein Bauteil aufgebracht. Das Verfahren eignet sich somit für den Einsatz in automatisierten Anwendungen mit hohem Durchsatz.
Beim Laserauftragschweißen wird Metallpulver einem Schmelzbad zugeführt, das durch einen Laserstrahl erzeugt wird. Das geschmolzene Material wird präzise und mit minimaler Hitze auf das darunterliegende Substrat aufgebracht.
Das Laserauftragschweißen ermöglicht eine metallurgische Verbindung mit dem Grundwerkstoff, so wie beim PTA-Verfahren. Der Materialauftrag kann mit einigen Ausnahmen auf die meisten Fe- und Ni-basierten Substrate erfolgen.
Ein hochenergetischer Laserstrahl sorgt für eine intensive Wärmezufuhr, wodurch Zusatzwerkstoffe mit geringer Aufmischung (<5 %) auf ein Bauteil aufgebracht werden. Das Laserauftragschweißen kann vollständig automatisiert werden. Sind die Parameter für eine bestimmte Konstruktion einmal festgelegt, werden für alle Teile konsistente Endergebnisse erzielt.
Das Laserauftragsschweißverfahren dient zur Verbesserung der Verschleißfestigkeit und zur Reparatur verschlissener oder beschädigter Oberflächen. Es handelt sich um ein flexibles Verfahren, da zwei oder mehr Pulver gleichzeitig gemischt werden können und sich die beiden Zufuhrströme separat regeln lassen.

- Abscheidungsrate: bis zu 8 kg/Stunde
- Abscheidungsdicke: 0,5 - >4 mm
- Abscheidungshärte: bis zu 68 HRC
Vorteile
- Für die Automatisierung geeignet
- Kein Schmelzen erforderlich
- 0,5 - >4 mm Dicke
Kontakt

Vertrieb und Support
Kontaktieren Sie Ihren Vertriebsmitarbeiter für weitere Informationen und Fragen.
Kontaktieren Sie uns
Kontaktformular
Ansprechpartner
Technical area:
Oberflächenbeschichtung
Wählen Sie Ihr Land *
Art des Kontakts *
Vertrieb
Vertrieb
Technischer Support
Vorname *
Nachname *
Firma *
Arbeitsgebiet *
CEO / Eigentümer
Einkauf
Entwicklungsingenieur
Unternehmensentwickler
Maschinenführer
Sonstiges
E-Mail *
Telefon Arbeitsplatz *
Ihre Nachricht *
Datenschutzerklärung
Ich bin damit einverstanden, dass Höganäs meine personenbezogenen Daten verarbeitet, um mit mir Kontakt aufzunehmen. Meine Kontaktdaten können auch zu Marketingzwecken verwendet werden, beispielsweise für den Versand von Newslettern und anderen relevanten Informationen. Die Daten können an unsere Dienstleister weitergegeben werden. Mit meiner Einwilligung bestätigte ich außerdem, dass ich mindestens 16 Jahre alt bin.
Weitere Informationen über unseren Umgang mit personenbezogenen Daten sind in unserer Datenschutzerklärung zu finden.
Ehe Sie weitermachen können, müssen Sie erst die Nutzungsbedingungen akzeptieren.


ArcX Beschichtungs-Hub
Ihr Startpunkt für Innovationen
In unseren vier Technologiezentren stehen Ihnen Expertenwissen zu Werkstoffen, Oberflächenschweiß- und Flammspritzverfahren sowie Kundenanwendungen zur Verfügung. Dies macht sie zu einer einzigartigen Ressource für Ihre Arbeit, damit Sie bestehende Anwendungen optimieren und neue Geschäftsmöglichkeiten erschließen können.