



蒸着技術
レーザクラッディングによる安定した仕上がり
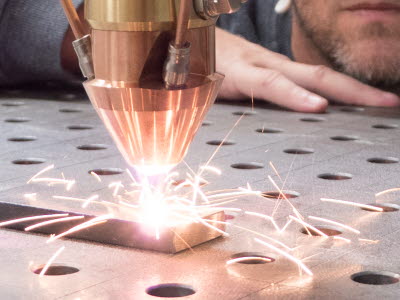
レーザクラッディングとは、金属製品の表面に低希釈率で合金を結合させる工法です。特に、自動大容量アプリケーションでの使用に適しています。
LMDとも呼ばれるレーザークラッディングでは、金属粉末がレーザー光線で生成された溶融池に供給されます。溶融した材料は正確に堆積され、その下にある基材への熱は最小限に抑えられます。
レーザクラッディングは PTA 溶接 の場合のように、基材との冶金学的接合を可能にします 。肉盛りは、一部の例外を除いて、ほとんどの 鉄 および ニッケル ベースの基材に適用できます。
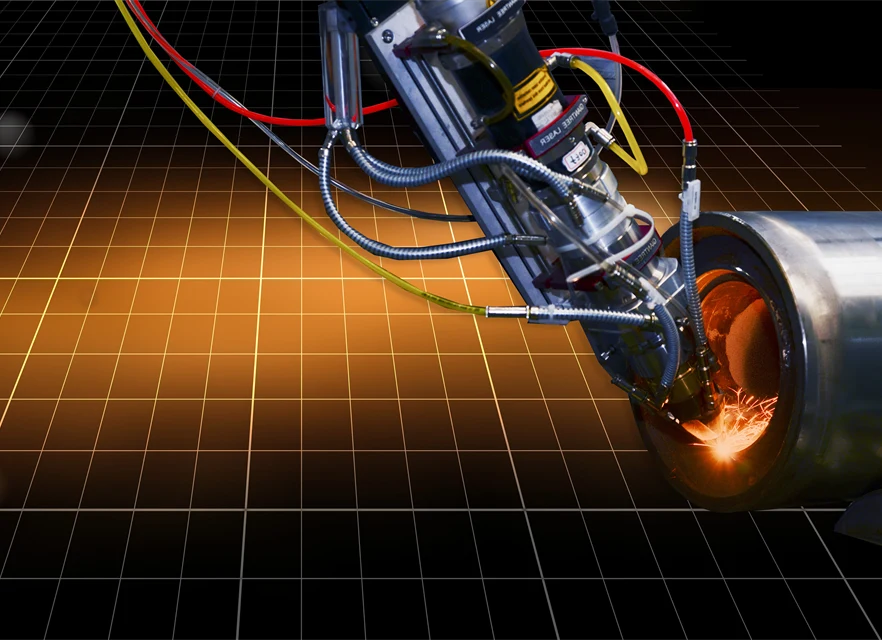
高エネルギーのレーザービームは強力な熱入力を生成し、合金は低希釈度(5%未満)で表面に結合されます。レーザクラッディングは完全に自動化でき、設計に対して一旦パラメーターが固定されると、すべての部品で一貫した仕上がり結果が得られます。
レーザクラッディング工程は、耐摩耗性を改善し、摩耗または損傷した表面を修復するために使用されます。2 つ以上の粉末を同時に混合することができ、供給速度は両方の供給流で別々に制御できるため、柔軟なプロセスといえます。
- 成膜率:最大8kg /時間
- 被膜の厚み:0.5~4 mm以上
- 蒸着の硬さ:最大 68 HRC
利点
- 自動化に最適
- 融合必要なし
- 厚み0.5~4 mm以上
お問い合わせ

Sales & Technical support
詳細およびご要望は、各販売会社にお問い合わせください。
問い合わせ
問い合わせフォーム
担当者
Technical area:
表面被覆
国を選択 *
問い合わせ内容 *
営業
営業
テクニカルサポート
姓 *
名 *
会社 *
職種 *
最高経営責任者(CEO)/オーナー
調達
設計技術者
ビジネス開発者
機械装置オペレータ
その他
E-mail *
電話番号(法人) *
メッセージ *
プライバシー保護に関する方針
Höganäsが私の個人データを処理して私に連絡することに同意します。 また、私の連絡先情報をニュースレターやその他関連情報といったマーケティング目的に使用することに同意します。 データは当社のベンダーと共有される場合があります。 さらにこの同意フォームで、私は16歳以上であることを確認します。
個人情報の取扱いに関する詳細は、弊社のプライバシー保護方針でご確認いただけます。
利用規約に同意する必要があります。


ArcXコーティングハブ
イノベーションはここから始まります
4つの技術センターでは、材料、表面溶接、フレーム溶射工程およびお客様の用途の専門知識を提供し、既存の用途を最適化及び新しいビジネスチャンスの開発を支援します。