



蒸着技術
粉末溶接 - 小型部品向けのシンプルで効果的な方法
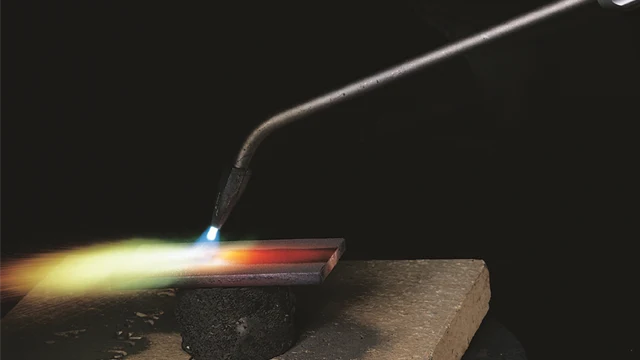
粉末溶接は滑らかで高密度な表面被覆を形成し、多くの場合、機械加工をほとんど行う必要がありません。トーチは簡単に使用できます - 調整するのはフレームだけです。
粉末溶接は通常、酸素アセチレントーチを使用して行われます。部品はトーチで加熱され、粉末は粉末ホッパーからガス流に導入されフレームを介して部品に吹付けられます。粉体は合金化と拡散によって母材と強い結合膜を形成します。このように、粉末溶接は、基材に拡散結合することにより、滑らかで高密度な表面被覆を形成します。
この粉末溶接技術は、典型としてガラス金型など小さい部品や修理に使用され、鋳鉄製および機械加工された部品の修理(エッジおよびコーナーの加工など)に特に適しています。

- 成膜率:0.5~2.5 kg/時
- 被膜の厚み:0.2~12 mm
- 蒸着の硬さ:20 - 62 HRC
利点
- 使い方が簡単:1 ステップ:溶着+融合
- 強力な結合:厚み 0.2~12 mm
- 滑らかな表面
お問い合わせ

Sales & Technical support
詳細およびご要望は、各販売会社にお問い合わせください。
問い合わせ
問い合わせフォーム
担当者
Technical area:
表面被覆
国を選択 *
問い合わせ内容 *
営業
営業
テクニカルサポート
姓 *
名 *
会社 *
職種 *
最高経営責任者(CEO)/オーナー
調達
設計技術者
ビジネス開発者
機械装置オペレータ
その他
E-mail *
電話番号(法人) *
メッセージ *
プライバシー保護に関する方針
Höganäsが私の個人データを処理して私に連絡することに同意します。 また、私の連絡先情報をニュースレターやその他関連情報といったマーケティング目的に使用することに同意します。 データは当社のベンダーと共有される場合があります。 さらにこの同意フォームで、私は16歳以上であることを確認します。
個人情報の取扱いに関する詳細は、弊社のプライバシー保護方針でご確認いただけます。
利用規約に同意する必要があります。


ArcXコーティングハブ
イノベーションはここから始まります
4つの技術センターでは、材料、表面溶接、フレーム溶射工程およびお客様の用途の専門知識を提供し、既存の用途を最適化及び新しいビジネスチャンスの開発を支援します。