



Beschichtungsverfahren
Flammspritzen: einfach zu automatisieren
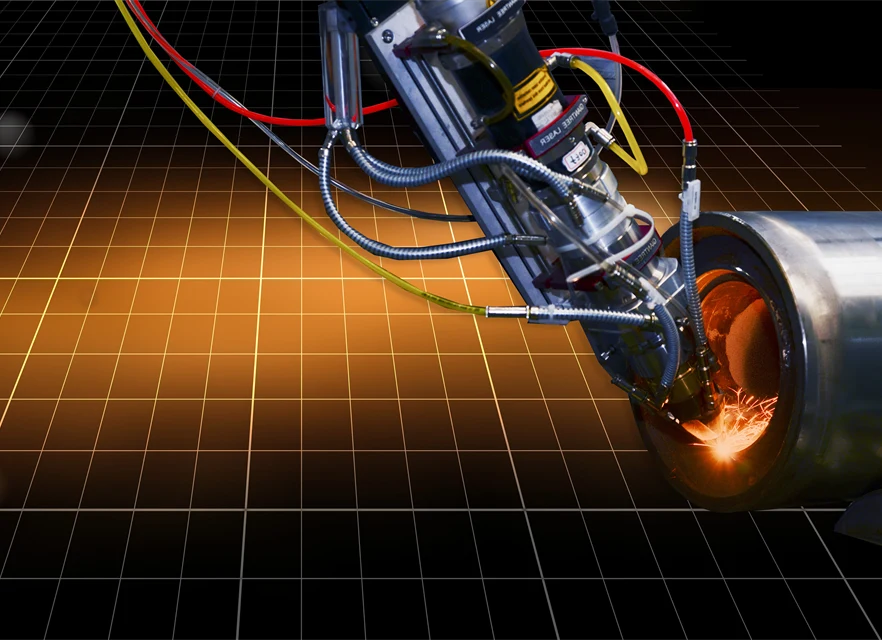
Flammspritzen ist ein zweistufiges Verfahren (Spritzen mit anschließender Verschmelzung). Es führt zu einer dichten Beschichtung und einem metallurgischen Verbund. Das Verfahren ist einfach zu automatisieren und kann für das Spritzen von zylindrischen Teilen angepasst werden.
Flammspritzen ist ein thermisches Spritzbeschichtungsverfahren. Es erzeugt mittels Wärme zum Schmelzen eines Spritzbeschichtungsmaterials hochwertige Oberflächenbeschichtungen. Flammspritzen ist eine kostengünstige Option, wenn Sie metallische oder keramische Beschichtungen in einer weniger anspruchsvollen Umgebung sowie für große und komplexe Bereiche und Strukturen auftragen möchten. Das Verfahren wird eingesetzt, um eine gute Verschleißfestigkeit und ausgezeichnete Stoßfestigkeit zu erreichen.
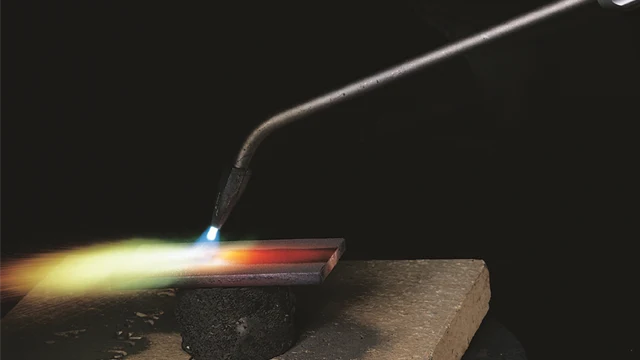
Das Flammspritzverfahren besteht aus zwei Schritten. Zuerst wird das Pulver durch thermisches Spritzen mit einer Pistole aufgetragen. Im zweiten Schritt wird die Schicht mit einem Schmelzbrenner verschmolzen. Anschließend wird das Pulver durch Injektion in eine Sauerstoff-Acetylen- oder Sauerstoff-Wasserstoff-Pistole geleitet und mit hoher Geschwindigkeit auf die Oberfläche aufgetragen. Die heißen Partikel verflachen beim Aufprall und verbinden sich sowohl mit dem Grundwerkstoff als auch untereinander. So entsteht ein mechanischer Verbund.
Anschließend erfolgt eine Schmelzbehandlung, damit ein dichter, gut haftender Überzug auf der Oberfläche entsteht. Die aufgetragene Beschichtung wird auf eine Temperatur zwischen Solidus- und Liquidustemperatur von ca. 1000 °C erhitzt.
Die typische Schrumpfung um 15 bis 20 % tritt beim Schmelzen ein, wenn die Schmelze die Lücken zwischen den Partikeln füllt.

- Abscheidungsrate: 1-9 kg/Stunde
- Abscheidungsdicke: 0,1 - 3 mm
- Härte: 38 - 61 HR
Vorteile
- Einfach zu bedienen: nur zwei Schritte (siehe oben)
- 0,1 - 3 mm Dicke
- Glattere Oberfläche als Draht
Kontakt

Vertrieb und Support
Kontaktieren Sie Ihren Vertriebsmitarbeiter für weitere Informationen und Fragen.
Kontaktieren Sie uns
Kontaktformular
Ansprechpartner
Technical area:
Oberflächenbeschichtung
Wählen Sie Ihr Land *
Art des Kontakts *
Vertrieb
Vertrieb
Technischer Support
Vorname *
Nachname *
Firma *
Arbeitsgebiet *
CEO / Eigentümer
Einkauf
Entwicklungsingenieur
Unternehmensentwickler
Maschinenführer
Sonstiges
E-Mail *
Telefon Arbeitsplatz *
Ihre Nachricht *
Datenschutzerklärung
Ich bin damit einverstanden, dass Höganäs meine personenbezogenen Daten verarbeitet, um mit mir Kontakt aufzunehmen. Meine Kontaktdaten können auch zu Marketingzwecken verwendet werden, beispielsweise für den Versand von Newslettern und anderen relevanten Informationen. Die Daten können an unsere Dienstleister weitergegeben werden. Mit meiner Einwilligung bestätigte ich außerdem, dass ich mindestens 16 Jahre alt bin.
Weitere Informationen über unseren Umgang mit personenbezogenen Daten sind in unserer Datenschutzerklärung zu finden.
Ehe Sie weitermachen können, müssen Sie erst die Nutzungsbedingungen akzeptieren.


ArcX Beschichtungs-Hub
Ihr Startpunkt für Innovationen
In unseren vier Technologiezentren stehen Ihnen Expertenwissen zu Werkstoffen, Oberflächenschweiß- und Flammspritzverfahren sowie Kundenanwendungen zur Verfügung. Dies macht sie zu einer einzigartigen Ressource für Ihre Arbeit, damit Sie bestehende Anwendungen optimieren und neue Geschäftsmöglichkeiten erschließen können.