涂层工艺
火焰喷涂:易于实现自动化
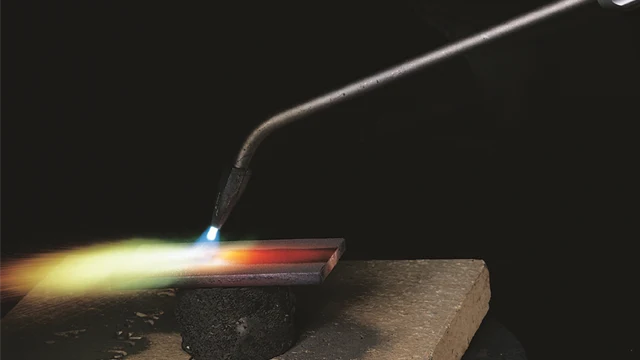
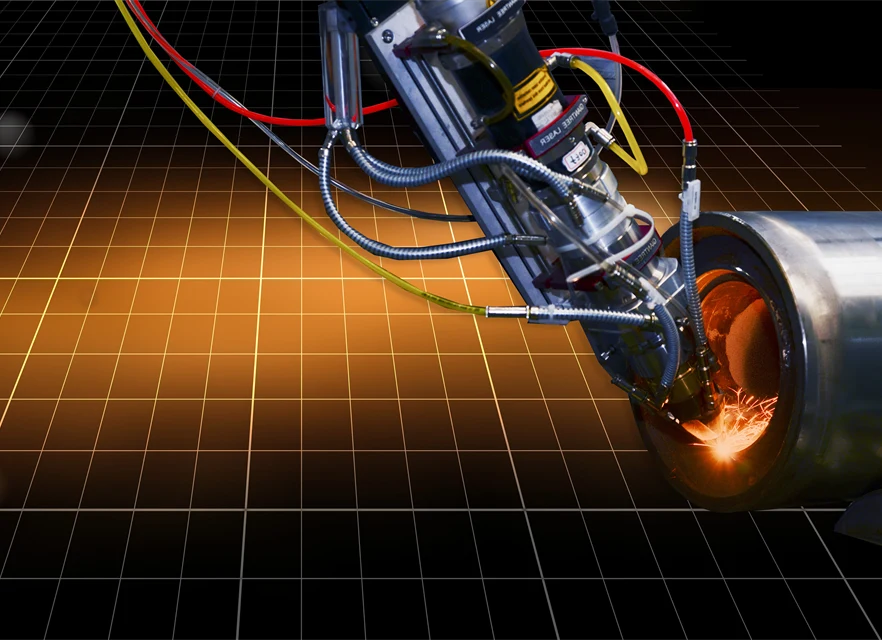
火焰喷涂是一种两步法喷涂工艺(喷涂,然后重熔),可产生致密的涂层并与基材冶金结合。该工艺易于实现自动化,适合用于圆柱形零件。
火焰喷涂是一种热喷涂工艺, 通过加热熔化喷涂材料产生高质量表面涂层。如果想在使用环境不那么严苛、面积较大且形状复杂的区域或结构件上涂敷金属或陶瓷涂层,火焰喷涂是一个性价比比较高的选择。火焰喷涂可获得良好的耐磨性和出色的抗冲击性。
火焰喷涂工艺包含两个步骤。第一步,用热喷枪喷涂粉末。第二步,用火焰喷枪重熔涂层。然后粉末被送到氧乙炔或氢氧枪中,并高速撞击在材料表面上。高温颗粒撞击后扁平化,颗粒之间、颗粒与基材之间相互咬合,从而形成机械结合。
随后进行重熔处理,以在表面上形成结合良好的致密涂层。涂覆的涂层被加热至固相线温度和液相线温度之间——大约1000°C。
重熔时,当熔融物填充到颗粒之间的间隙时,收缩率通常为15%至20%。

- 沉积效率:1-9千克/小时
- 涂层厚度:0.1-3毫米
- 硬度:38-61 HR
优势
- 操作简单:只需两步(见上文)
- 厚度0.1-3毫米
- 表面比金属焊丝更光滑
联系我们

销售与支持
有关更多信息和要求,请联系您的销售代表。
联系我们
联系表
联系人
Technical area:
表面涂层
选择国家/地区 *
联系方式 *
销售
销售
技术支持
名 *
姓 *
公司 *
工作领域 *
首席执行官/公司所有者
采购
设计工程师
业务开发人员
操作人员
其他
电子邮件 *
工作电话 *
留言 *
隐私政策
本人同意Höganäs处理我的个人数据以进行联系。我的联系信息亦可用于营销目的,例如接收电子资讯及其他相关信息。该数据可能与我们的供应商共享。本人同时确认已年满16周岁。
更多关于我们如何处理个人数据的信息,请参阅我们的隐私政策。
您必须先接受这些服务条款才能继续。