The predictions for the next 10-20 years regarding the growth of electrified cars paints a unanimous picture for the world market. The combustion engine will be produced in about the same numbers as they are today, with a slight decline in pure internal combustion engine (ICE) cars starting in 10-15 years from now. The growth of hybrid cars will be significant and will capture around 40 per cent of total sales in 15 years from now. The pure electric cars (BEVs) will have a rather small market share of 10-15 per cent. There will be a significant growth in the total number of cars sold which leads to the total number of internal combustion engines and transmissions increasing. Meaning more PM to the people.
At the same time, hydrogen-fuel-cell-electric-vehicle (FCEV) will gain market share. Personally, this is my favorite technology. Forget E85, which was a total disaster, and forget BEVs. BEVs are not a good solution and neither are they environmentally friendly, actually they are the complete opposite; fire, mining, wheel to well, recycling… Besides PM is used to safely store hydrogen and we all like that.
When I retire, the bulk of all cars will be either an ICE or plug-in hybrid electric vehicle ((P)HEV). So let us look at the opportunities for PM in these types of vehicles. Since there is a plethora of systems, it is not possible to discuss P0 to P4 variants here. I will therefore bring up a system designed for us by Dontyne, targeting the important US truck segment. General Motors has sent out several test balloons, concerning hybridized trucks but nothing on a global scale. Dodge Ram on the other hand, has done the opposite and they have a truck that is available to the public as a P0 hybrid. A step in the right direction, but these vehicles do not really count, as a hybrid in my eyes, there is simply not enough fuel savings and downsizing in them. According to Ford, the F150 will be released as a hybrid later this year (2019). Most likely, it will use the same architecture as the Explorer meaning a P2 hybrid with a clutch and e-motor in the bell housing. It will still have a V6 engine, and the battery range will be very limited, if any. So not the “environmentally friendly” truck that most of us would like to see on the market. The next step in hybridization that allows for the downsizing of an engine and that facilitates pure E-drive is what we, together with Dontyne, are looking for, so that we could analyze the possible PM content. This type of truck will likely come about as emissions regulations and fleet average emissions are reduced via legislation.
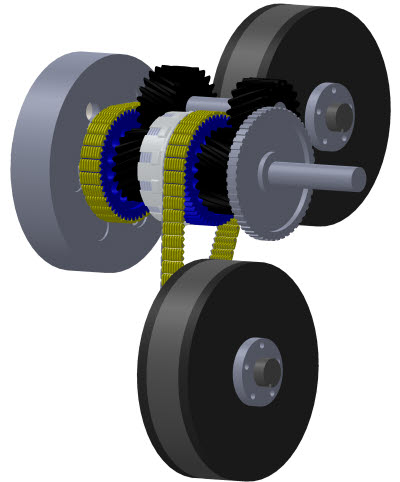
In our design, two Soft Magnetic Composites (SMC) motors/generators use Hy-Vo chains or gears to connect to the power-split transmission. We omitted the automatic transmission, but kept the transfer case in this design study. Since the number of PM parts in the automatic transmission is very limited, it does not represent a big loss for PM parts when taken out. If the engine was to be downsized to a four-cylinder engine, we would lose two conrods and some bearing caps, as the crankshaft and camshafts become shorter. By using data obtained from the Ford F150 tear down, the loss in weight, due to downsizing from six to four cylinders would be around 3.6kg. The system in the cad model depicting the Dontyne designed power-split hybrid has 13 kg of sintered parts. I have tried to design these as lightweight as possible using holes and no excessive wall thicknesses etc. The weights correlate with parts already in the F150, so not something that I dreamed up. The two SMC machines have 7.5 kg of our material in them totaling around 20kg of PM parts. All of this requires that the system be designed in PM and not just individual parts here and there.
However, I think that is where the industry is heading, we should see less PM part suppliers and more PM system suppliers in the future.
So all together the net gain in PM could be 16 kg plus another 1 kg in the transfer case. Of course, the weights are quite high since this is a big car. In smaller vehicles, the numbers would be lower but it will still be a net gain with hybridization.
Also worth mentioning is that the PM parts in this system are all doable in an 800 ton press.
Once we go BEV or preferably FCEV, the drivetrain will look different again. Today’s designs rely mostly on a fixed two-stage transmission containing four gears and a final drive. I disassembled a Tesla P90 drivetrain a few years ago and investigated the gears. Due to a high RPM motor, the gears have to have a relatively large diameter in order to get the RPM down on to the final drive. So only two out of four gears were doable in PM due to size reasons. It would require a 1.500-ton press to make the big gears and there are only a limited number of those on the market. The trend within BEVs is calling for higher speeds and lower diameter motors. This will present some challenges in designing the transmission and taking 18.000 RPM down to 2.000 in two stages. Noise vibration harshness (NVH), lubrication, bearings and housing will have to be designed carefully. Furthermore, there will also be some manufacturing challenges, since the tolerances will need to be tight, and at those speeds, all flaws will become evident. However, optimizing a -BEV drivetrain for PM is a topic that calls for more research at Höganäs.
For now, the future of PM looks bright, there will be plenty of opportunities out there and we just have to be ready and able when they show up.
Thanks for reading my posts; I hope they have provided some insights into how we, over the past few years, have prepared for what is coming in terms of electrification of vehicles.