



Deposition techniques
Versatile welding with plasma transferred arc
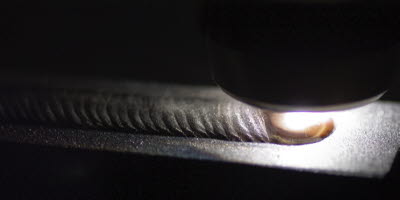
Plasma transferred arc (PTA) surface welding is a thermal process used to protect surfaces of metallic materials from wear and corrosion.
Plasma transferred arc is a surface welding method, which enables a metallurgical bonding with the base material. It is versatile as it can be used on most alloys.
The high-energy plasma transferred arc melts the surface of the base material. At the same time, the metal powder is inserted into the arc where it is molten. A substance-to-substance bond is created between the filler material and the base material during solidification.
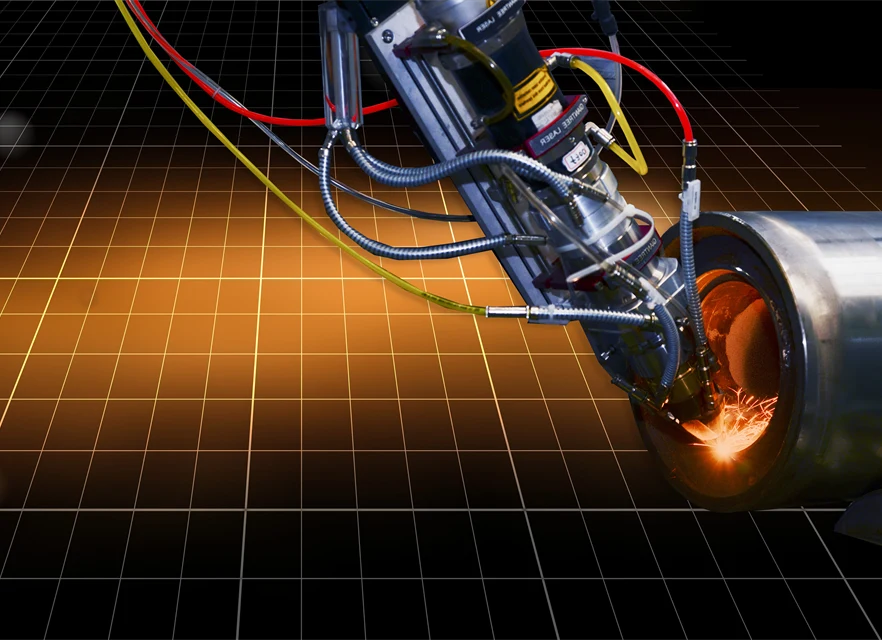
The method can be fully automated and once the parameters are fixed for a certain design, consistent final results are achieved for all pieces.
The process is applied to many different components in a wide range of industries such as in the Oil & Gas, Automotive and Energy industries.
Plasma transferred arc or PTA is ideal for automated high-volume applications, such as thermal surfacing of exhaust valves. The technique offers low-base metal dilution and can be used with a wide range of consumables.
- Deposition rate: 2-12 kg/hour
- Deposition thickness: 1 - 6 mm
- Deposition hardness: up to 68 HRC
Benefits
- Suitable for automation
- 1-6 mm thickness
Contact us

Sales & Technical support
Contact your sales representative for more information and requests.
Contact us
Contact form
Contact persons
Technical area:
Surface coating
Select your country *
Type of contact *
Sales
Sales
Technical support
First name *
Last name *
Company *
Field of work *
CEO/owner
Purchasing
Design engineer
Business developer
Machine operator
Other
E-mail *
Phone of work *
Your message *
Privacy policy
I agree that Höganäs can handle my personal data to contact me. My contact information may also be used in marketing purpose, such as newsletters and other relevant information. The data may be shared with our vendors. With my consent, I also confirm that I am over 16 year old.
More information about how we handle personal data can be found in our privacy policy.
You must accept the terms of service before you can proceed.


ArcX coating hub
ArcX – Your starting point for innovation
Expert know-how in materials, surface welding and flame spraying processes and customer applications make our ArcX technology centres an exclusive resource in your work to optimise existing applications and develop new business opportunities.